


描述
Physical Parameters
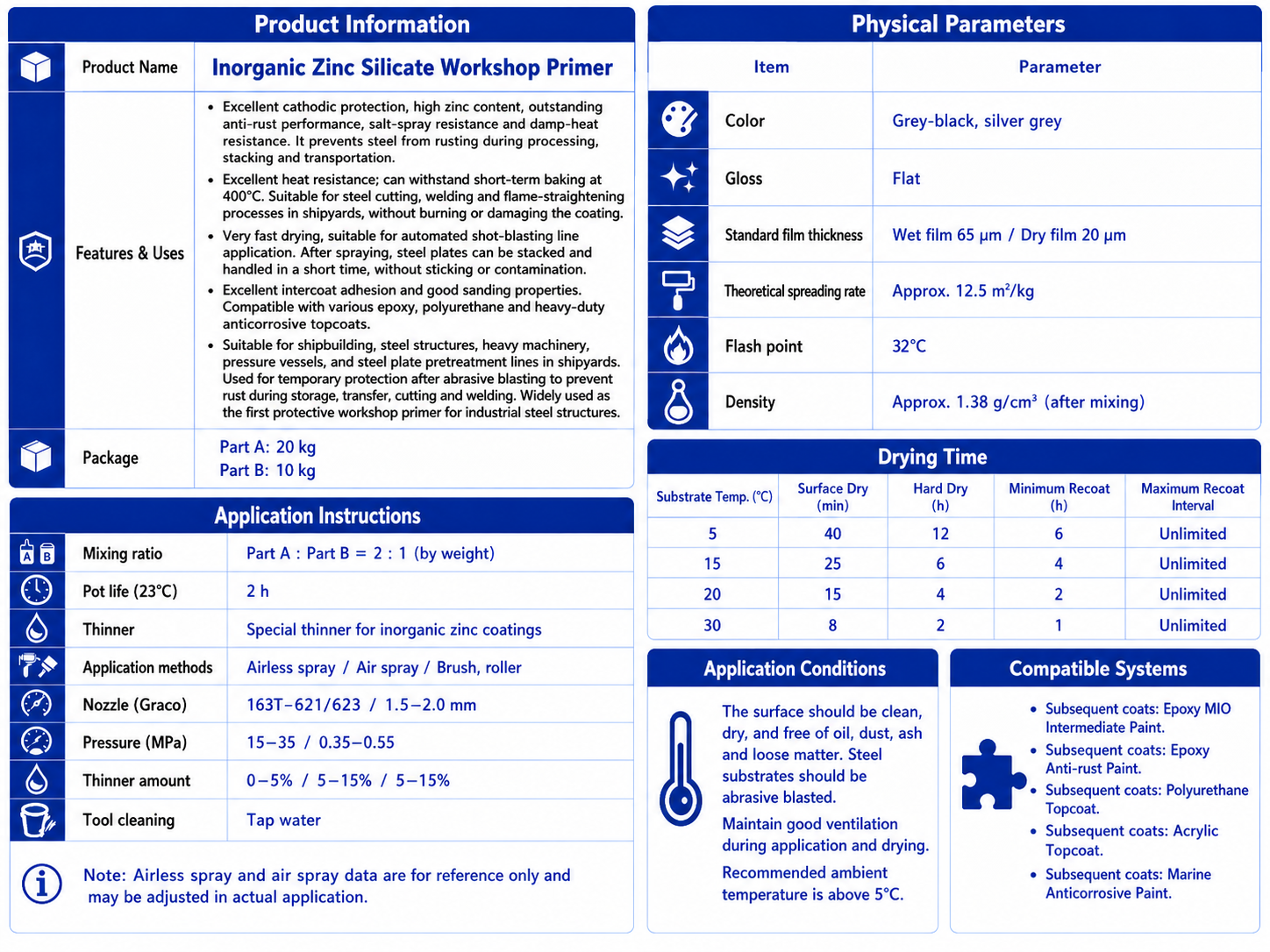
Color: Greyish black, silver grey
Gloss: Matt / Flat
Standard Film Thickness:
Wet Film Thickness (WFT): 65 μm
Dry Film Thickness (DFT): 20 μm
Theoretical Spreading Rate: Approx. 12.5 ㎡/kg
Flash Point: 32°C
Density: Approx. 1.38 g/cm³ (after mixing the two components)
Application Instructions
Mixing Ratio: Base : Curing Agent = 2 : 1 (by weight)
Pot Life (23°C): 2 hours
Thinner: Inorganic Zinc Dedicated Thinner
Cleaning Solvent: Tap water (Note: For organic solvent-borne coatings, usually a solvent or specialized thinner is required for a complete system flush if the product hardens. Ensure lines are flushed thoroughly while the product is still fluid.)
Application Methods: Airless Spray, Conventional Air Spray, or Brush/Roller Coating.
Spraying Parameters
| Parameter | Airless Spray | Conventional Air Spray | Brush / Roller |
| Nozzle/Tip Size | (Graco) 163T-621/623 | 1.5 ~ 2.0 mm | — |
| Fluid Pressure (MPa) | 15 ~ 35 | 0.35 ~ 0.55 | — |
| Thinning Ratio | 0 ~ 5% | 5 ~ 15% | 5 ~ 15% |
Note: Airless and conventional air spray data are for reference only and can be adjusted based on onsite conditions during practical application.
Drying Time & Overcoating Interval
| Substrate Temp. (°C) | Surface Dry (min) | Hard Dry (h) | Min. Overcoating Interval (h) | Max. Overcoating Interval |
| 5 | 40 | 12 | 6 | No limitation |
| 15 | 25 | 6 | 4 | No limitation |
| 20 | 15 | 4 | 2 | No limitation |
| 30 | 8 | 2 | 1 | No limitation |
Surface Preparation
The steel surface must be clean, dry, and completely free of oil stains, impurities, and salts.
Surface cleanliness must reach Sa2.5 grade via abrasive blasting, with the surface profile (roughness) controlled within 35 to 65 μm.
To prevent secondary flash rusting, this shop primer must be applied within 4 hours of blasting completion.
Existing old paint films must be completely removed by grinding or blasting; this product is not suitable for overcoating or touch-up maintenance over old paint.
Application Conditions
Temperature & Humidity: The application temperature range is 5 ~ 40°C with a relative humidity (RH) below 85%. The substrate surface temperature must be at least 3°C above the dew point.
Constraints: Humidity levels must be monitored carefully; excessively high humidity may induce whitening or chalking of the film. Outdoor application is strictly prohibited during rain, snow, dense fog, or severe wind and sandstorms.
Production Line Safety: Maintain a clean, ventilated, and dry application environment. Avoid dust accumulation or falling debris on the production line while the coating dries.
Coating System Compatibility
Subsequent Coats (Intermediate/Topcoats): Epoxy MIO (Micaceous Iron Oxide) Intermediate Paint, Epoxy Anti-Rust Paint, Polyurethane Topcoat, Acrylic Topcoat, or specialized Marine Anti-Corrosive Coatings.
Packaging Specifications
Base (Part A): 20 kg
Curing Agent (Part B): 10 kg
Storage
Store this product in a cool, dry, and well-ventilated indoor warehouse, away from open flames, sparks, and heat sources. Protect from direct sunlight and rain.
The storage temperature range must be maintained between 5°C and 30°C. The shelf life is 12 months under normal conditions.
The base and curing agent must be stored separately.
Safety Precautions
This product contains organic solvents and is a flammable coating. Open flames, welding sparks, and smoking are strictly prohibited at the application and mixing sites. Maintain forced ventilation at all times.
Applicators must wear appropriate personal protective equipment (PPE), including organic vapor respirators, safety goggles, and solvent-resistant gloves. Avoid inhalation of paint mist.
If the coating contacts the skin, clean it first with a specialized thinner or cleanser, and then wash thoroughly with soap and water. If it splashes accidentally into the eyes, rinse continuously with a large volume of water and seek immediate medical attention.
Disclaimer
The protective performance of any coating largely depends on application factors. Surface preparation and film thickness will directly affect the service life of the coating. Users must ensure compliance with the specified application conditions.
The data provided in this manual are theoretical values or derived from experimental accumulation. Some data may change due to continuous product improvements without prior notice.
When our company’s technical personnel are not present at the application site, the company is solely liable for the quality of the coating product itself.



